Ошибки при заточке и разводке ленточных пил
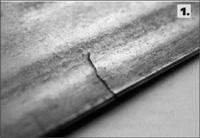
1. Подобные трещины возникают из-за неправильной установки направляющих роликов. В результате тыльная сторона пилы во время работы все время трется о бортик ролика.
2. В этом случае лента быстро тупится. Причиной возникновения этого рода ошибки является слишком большой нажим заточного круга в процессе заточки.

3 и 3а. Визуально заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если используется не боразоновый диск CBN.

Кроме того, причина может крыться в выработке эксцентрика заточного станка. Трещины появились в том месте, которое не было проточено.

4 и 4а. Нулевой угол атаки – лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на теле пилы появляются трещины в месте, обозначенном кругом.

Причиной является неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента начинает “волнить” из-за того, что пазух недостаточно большой, чтобы выбрасывать опилки, которые в этом случае очень мелкие (пыль).

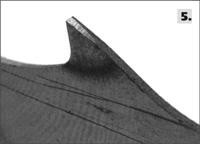
5. Зуб не заточен до конца. Причиной этого является неосевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
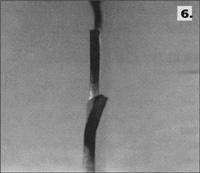
6. Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
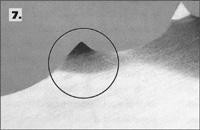
7. Грот разводного инструмента установлен слишком низко, что вызывает заметные отклонения ленты ниже пазуха зуба. Такая лента делает «волну» в пропиле, несмотря на правильные показания разводного инструмента.
Дарьюш Куява
Начальник отдела обслуживания клиентов
Wood-Mizer, Польша